

Электрохимическая полировка стали, являющаяся процессом гальванообработки в электролитах различного состава под воздействием электрического тока – это сравнительно новый способ электролитической обработки, получивший свое развитие в последние 40-50 лет, хотя публикация работы российским практиком-исследователем Е.А. Шпитальским, впервые посвященная этой теме, появилась в 1910 году.
Сущность электрохимического полирования состоит в предпочтительном растворении микровыступов поверхности, подключенной в электрохимической системе в качестве анода, чем достигается выглаживание (при электрополировке) или повышение отражательной способности (при глянцевании). Глянцевание не снижает исходной шероховатости поверхности, а лишь улучшает декоративные свойства обработанного изделия. Электрохимполированием повышают эксплуатационную надежность деталей и их срок службы. Механизм электрохимического полирования состоит в сглаживании изъянов поверхности, приобретенных в процессе мехобработки, выравнивании поверхностного слоя и создании тонкой окисной пленки, защищающей деталь от неблагоприятных воздействий окружающей среды.
Преимущества электрохимической полировки
Электрохимическое полировка стали, как, впрочем, и химическая, менее трудоемка, чем механическое полирование. Одновременно этим способом может полироваться большое количество деталей, имеющих самую различную форму и габариты, что невозможно при ручной механической обработке полировальными кругами, которые, кстати, можно изготовить самыми разнообразными способами, на любой вкус. Важно при этом правильно подобрать полировальную пасту, обеспечивающую минимальный съем металла при высоком качестве обработки. Электрополирование дает возможность повысить производительность труда, например, трудоемкость ручного полирования при немеханизированной доводке прессформ сложного профиля составляет 25 часов, а электрохимполировки всего — 15 … 25 минут.
Полировка нержавеющих сталей, которая особенно эффектно смотрится на изделиях, подвергнутых рельефному травлению, еще более трудоемка вследствие их вязкости. Высококачественную зеркальную полировку нержавеющей стали обеспечивает электрохимический способ.
Качество полирования при использовании электрохимического способа превосходит качество обработки химическим способом, что обеспечивает его преимущественное применение при декоративной отделке деталей велосипедов, медицинской аппаратуры, ювелирных изделий. Особенно высок эффект электрополировки в ювелирном производстве, поскольку при этом сведены к минимуму безвозвратные потери драгоценных металлов.
Тематические рамки статьи не позволяют в полной мере раскрыть влияние других компонентов (кроме ортофосфорной и серной кислот) на качество электрополирования, однако стоит вкратце остановиться на одном из них – малеиновом ангидриде. Добавка его в количестве 10 … 20 г/л нивелирует ликвации и гетерогенность структуры поверхности стальных литых и термообработанных деталей, создает благоприятные условия для возникновения пассивной пленки, что в конечном итоге дает возможность получать высококачественные полированные поверхности.
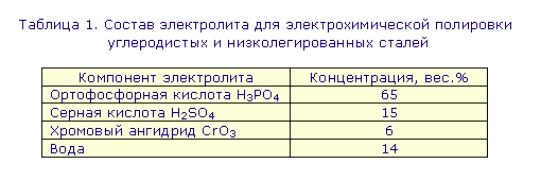
Полировка стали в электролите на основе смеси кислот
Ниже приводится состав старейшего и наиболее зарекомендовавшего себя электролита, содержащего H3PO4, H2SO4 и CrO3 (см. табл. 1). Это электролит с высокой рассеивающей способностью, позволяющий качественно обрабатывать детали сложной конфигурации, он в высокой степени универсален и применим для сталей различных марок.
Режим электрополирования углеродистых и низколегированных сталей:
- Плотность приготовленного электролита должна быть в пределах 1,7 … 1,74 г/см3;
- Анодная плотность тока, т.е. отношение поверхности обрабатываемой детали к силе тока, подаваемого на штанги ванны, должна быть в пределах 35 … 50 А/дм2;
- Рабочая температура электролита в процессе электролитической обработки должна быть не менее 70, но и не более 80С.
В обоих случаях при выходе из этого температурного диапазона снижается блеск обрабатываемой поверхности. Продолжительность электрополировки составляет 5 … 10 минут, и соблюдение продолжительности имеет важное значение: при недостаточной продолжительности анодной обработки поверхность деталей приобретает сине-коричневый оттенок, а при недодержке – возникает волнистость острых краев деталей и утяжка металлоконструкции в их отверстия. Ванна должна оборудоваться свинцовыми протвоэлектродами (катодами).
Приготовление электролита для электрополировки
Приготовление электролита электрополировки очень простое и состоит в растворении хромового ангидрида в ванне, заполненной рассчитанным количеством воды, в которую затем последовательно небольшими порциями (во избежание резкого разогрева и выброса) приливают серную и ортофосфорную кислоты.
Полученный таким образом раствор подвергают нагреву и выдержке при температуре 100 … 110С до тех пор, пока его плотность (при 20С) не уложится в диапазон 1,72±0,02 г/см3. Если по каким-либо причинам такая температура недостижима, то для получения электролита с требуемой плотностью его прорабатывают током из расчета 5 А·час/л при анодной плотности тока 25 А/дм2.
Расчет количества химикатов, необходимых для приготовления 1 л электролита
Количество H3PO4, потребное для составления 1 л электролита определяется по формуле:

Количество H2SO4 для тех же целей:

Количество хромового ангидрида CrO3:

В этих формулах приняты следующие обозначения: a1 – весовое процентное содержание H3PO4 в готовом электролите полирования (см. табл. 1); d – плотность готового электролита, г/см3; b1 – концентрация используемой H3PO4, вес.%; d1 – плотность используемой H3PO4, г/см3; a2 – концентрация H2SO4 (см. табл. 1), вес.%; b2 – концентрация используемой H2SO4, вес.%; в2 – плотность используемой H2SO4, г/см3; a3 – концентрация хромового ангидрида (см. табл. 1), вес.%.
Величины b1, b2, d1, d2 определяют по справочным таблицам.
Корректировка электролита полирования
Компоненты электролита, расходуясь в процессе полировки, изменяют его состав. Контроль электролита осуществляют путем ежедневного замера плотности электролита и его периодического химического анализа. В конце смены в ванну добавляют воду, доводя уровень до необходимого
В ходе эксплуатации ванны происходит накопление в ней железа, что необходимо учитывать при корректирповке. Плотность электролита при пропускании количества электричества с порогом 75 A·час/л принимается равной 1,75±0,01 г/см3, при превышении этого порогового значения – 1,77±0,01 A·час/л.
Для удаления накопившейся свыше 1,5% оксида хрома Cr2O3 выполняют ее анодное окисление проработкой при анноной плотности тока 4 … 5 А/дм2, напряжении 10 … 12 В и температуре электролита 30±10С, используя свинец как в качестве анодов, так и в качестве катодов. При этом катоды должны быть изолированы диафрагмой, изготовленной из пористой керамики. По окончании проработки электролит нагревают до 100±10С и выдерживают при этой температуре в течение часа, или охлаждают электролит естественным путем, но делают перерыв в эксплуатации на 8 … 10 часов.
Полировочная ванна работоспособна до накопления в ней 5 … 7 % Fe2O3 после чего необходима ее полная замена.
Особенности эксплуатации ванны электрополирования
Детали с малым допуском на обработку во избежание выхода из допуска полируют при анодной плотности тока 75 … 100 А/дм2 в течение 2 … 3 минут.
Предварительная обработка отполированных деталей в случае, если они предназначены для нанесения какого-либо гальванического покрытия, состоит в декапировании продолжительностью 15 … 20 секунд в 5%-ном растворе HCl, что обеспечивает прочное сцепление покрытия.
Если электрополирование является финишной операцией, то для повышения коррозионной устойчивости деталей их подвергают щелочной обработке продолжительностью до 15 минут в 10%-ном растворе едкого натра с температурой 65 … 75С.
Подвески для загрузки деталей в полировочную ванну должны изготавливаться из освинцованной стали, а их конструкция должна обеспечивать надежный контакт с анодной штангой. Большую эксплуатационную надежность показали подвески из титана. Изоляцию нерабочей поверхности подвески можно выполнить поливинилхлоридом.
Неполадки в работе ванны электрополирования углеродистых и низколегированных сталей
Электрохимическая полировка стали — процесс, капризный в технологическом плане. Основные неполадки в работе ванны электрополирования, общие для всех марок углеродистых и низколегтрованных сталей, их причины и способы устранения приведены в таблице 2:





